

一、什么是注塑模具?
二、注塑模具的主要作用:从成型到品质的全流程把控
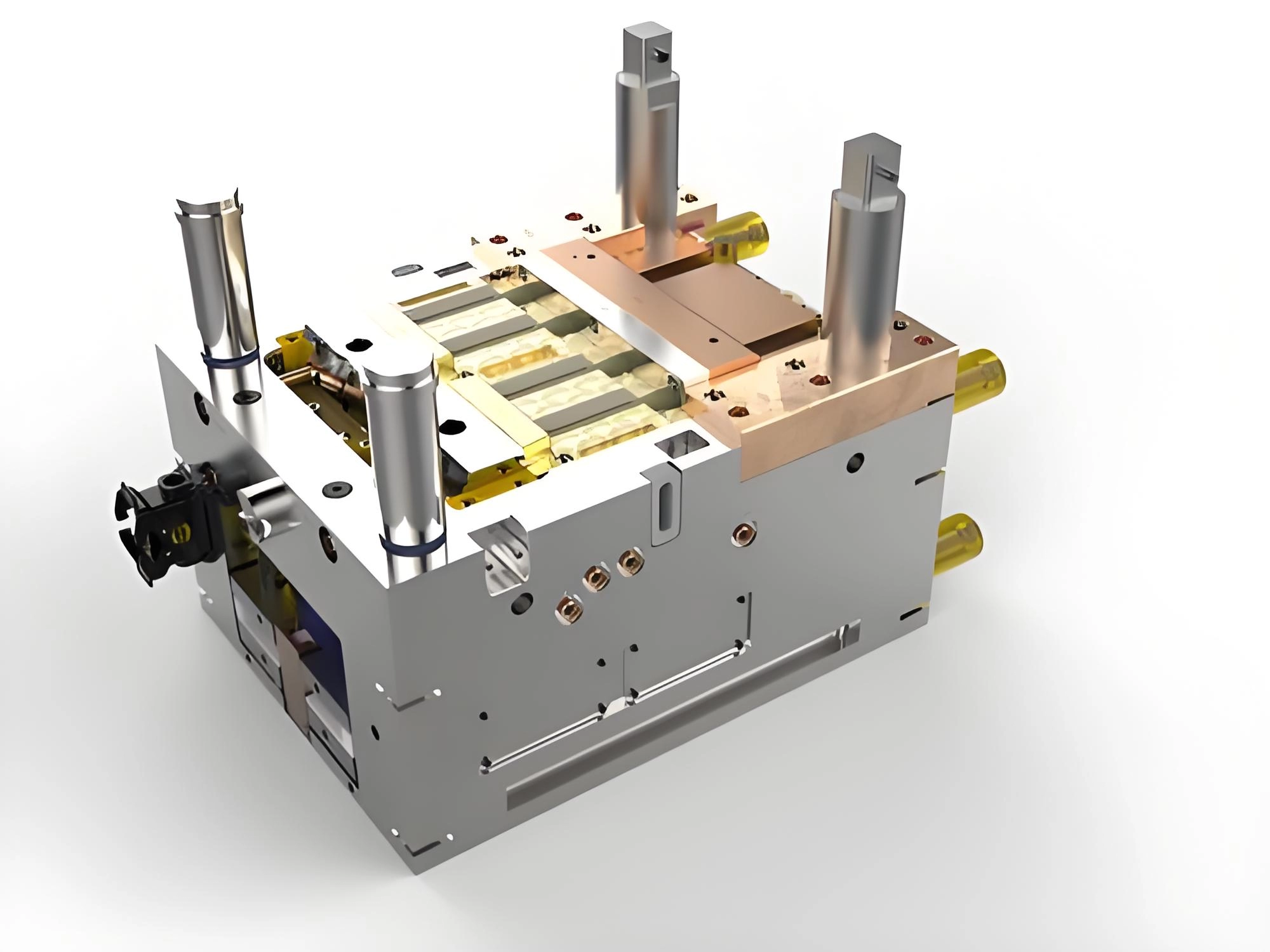
1. 基础作用:定义产品形态,实现 “复杂结构一次成型”
2. 关键作用:锁定产品精度与表面质量,保障一致性
3. 效率作用:支撑大批量生产,降低单位成本
三、常见模具类型与应用场景(概要)
-
两板模、三板模:常规消费品与结构件;
-
热流道模:高产量、减少废料的外观件;
-
多腔模/堆栈模:提升单模产能;
-
双色模/多材料模:需要双色或软硬结合的产品;
-
特殊模(气辅、水辅、可熔芯):用于轻量化、厚壁均匀或复杂内腔件。
四、设计与维护的重要性
优秀模具始于良好设计(DFM)与模流仿真(CAE),试模调参是达成稳定生产的关键。模具在量产中需定期维护(清洁、润滑、检测导柱与顶针磨损、排气检查等),以延长寿命、降低停机风险。
