

注塑模具作为注塑加工的核心装备,是决定塑料零件精度、质量与生产效率的关键。一套完整的注塑模具看似复杂,实则由多个功能明确的部分协同构成,每个组件都在 “熔融塑料填充→冷却固化→零件脱模” 的循环中扮演着不可或缺的角色。本文将系统拆解注塑模具的核心组成部分,解析其结构与功能原理。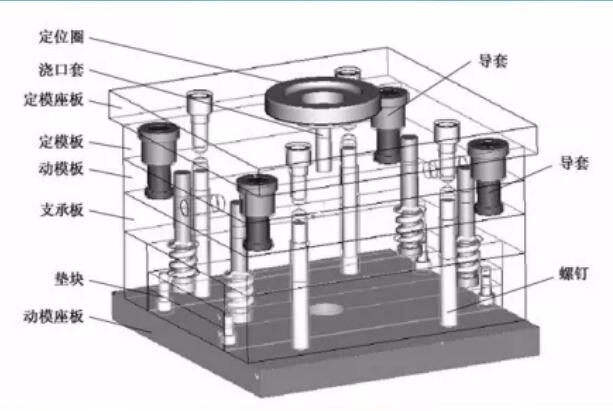
一、成型部件
成型部件是模具中直接与塑料接触并赋予其形状的核心结构,包括凹模、凸模(或型芯)和型腔,其精度直接决定零件的尺寸与表面质量。
凹模(型腔)
凹模是模具中形成零件外表面的凹槽状部件,通常固定在定模(与注塑机喷嘴接触的一侧)。根据零件结构,凹模可分为整体式和组合式:
- 整体式凹模:由整块钢材加工而成,适合形状简单、精度要求高的零件(如手机外壳),具有强度高、无拼接缝隙的优势,但加工难度大,材料利用率低。
- 组合式凹模:由多个镶件拼接而成,适合复杂形状(如带有深腔、异形孔的零件),便于局部加工与更换,降低模具维护成本。例如,汽车仪表盘模具的凹模常由 10-20 个镶件组成,可分别针对不同曲面进行精密加工。
凹模的表面质量需与零件要求匹配:镜面零件(如光学镜片)的凹模需抛光至 Ra≤0.02μm,而纹理零件(如家电外壳)则需通过电火花加工或蚀刻形成特定纹路。
凸模(型芯)
凸模是形成零件内表面或凸起结构的部件,通常安装在动模(可移动的一侧)。其设计需考虑熔体流动路径与排气效果,避免因结构遮挡导致填充不足。例如,塑料齿轮模具的型芯需精确复刻齿形,公差控制在 ±0.01mm 以内,确保齿轮啮合精度。
对于带孔零件(如连接器插针孔),型芯常设计为细长的 “型芯针”,直径可小至 0.5mm 以下,需采用高强度合金钢材(如 SKH-51)并进行热处理(硬度≥55HRC),防止弯曲或断裂。
型腔间隙与配合
凹模与凸模的配合间隙需严格控制:过小会导致零件脱模困难或产生飞边;过大则可能出现溢料。对于一般塑料件,配合间隙为 0.01-0.03mm;对于流动性好的塑料(如 PE、PP),间隙需缩小至 0.005-0.01mm,避免细缝溢料。
二、浇注系统
浇注系统是将熔融塑料从注塑机喷嘴引入型腔的通道,包括主流道、分流道、浇口和冷料井,其设计直接影响熔体流动速度、压力损失与填充均匀性。
主流道
主流道是连接注塑机喷嘴与分流道的圆柱形通道,通常设计为圆锥形(锥度 2°-4°),便于凝料脱模。其入口处需设置 “浇口套”(由淬火钢制造,硬度≥50HRC),与喷嘴紧密贴合(间隙≤0.02mm),防止熔体泄漏。主流道直径需根据塑料流动性匹配:流动性好的 PE、PP 可取 φ6-8mm,高粘度的 PC、PMMA 则需 φ8-12mm。
分流道
分流道是主流道与浇口之间的分支通道,用于将熔体分配至多个型腔(多型腔模具)。常见截面形状有圆形、梯形和 U 形,其中圆形截面(直径 φ5-10mm)的流动阻力最小,但加工难度大;梯形截面(深度 3-8mm,角度 5°-10°)便于加工,应用更广泛。
分流道的长度需尽可能相等(多型腔模具),确保各型腔填充均匀。例如,32 腔瓶盖模具的分流道采用 “放射状” 布局,各分支长度差控制在 5% 以内,避免因填充时差导致零件重量波动。
浇口
浇口是连接分流道与型腔的细小通道,是浇注系统的 “咽喉”,其尺寸与位置直接影响熔体填充速度与零件质量。常见浇口类型包括:
- 侧浇口:开设在凹模边缘,宽度 2-5mm,厚度 0.5-2mm,适合中小型零件,可自动切断凝料。
- 点浇口:直径 φ0.5-2mm,开设在零件表面,适合高精度、外观要求高的零件(如手机中框),但需配合三板模结构。
- 潜伏式浇口:从零件内侧或侧面潜入,脱模时自动切断,不影响外观,常用于玩具、家电外壳。
浇口位置需避开零件受力区域和外观面,优先选择壁厚处,确保熔体顺利填充。例如,汽车保险杠模具的浇口设在背部非外观面,且采用多个浇口平衡填充速度。
冷料井
冷料井是主流道末端或分流道拐角处的凹陷结构,用于收集熔体前锋的冷料(因接触低温模具而提前冷却的塑料),防止冷料进入型腔导致零件出现冷料斑或熔接痕。冷料井深度通常为直径的 1.5-2 倍,底部可设计倒锥或挂钩,便于凝料脱模。
三、导向与定位机构
导向与定位机构用于确保动模与定模在合模时精确对准,避免因错位导致型腔损坏或零件尺寸偏差,核心组件包括导柱、导套和定位销。
导柱与导套
导柱(圆柱形,直径 φ10-30mm)固定在动模或定模,导套(对应孔径)安装在配合模板上,二者采用间隙配合(0.01-0.03mm),形成滑动导向。导柱表面需淬火(硬度≥55HRC)并抛光(Ra≤0.8μm),确保顺畅滑动;导套常采用耐磨材料(如铜合金),减少摩擦损耗。
一套模具通常设置 4-6 个导柱,分布在模板四角,大型模具(如汽车门板模具)需增加辅助导柱,防止合模时模板变形导致的偏移。
定位机构
对于高精度模具(如光学镜片模具),仅靠导柱导向无法满足要求(定位精度需≤0.001mm),需增设定位机构:
- 锥面定位:在动定模对应位置设置圆锥面(锥度 10°-30°),合模时通过锥面贴合实现精确定位。
- 定位销与定位孔:采用过盈配合的定位销(直径 φ8-16mm)与定位孔,分布在型腔周围,确保型腔相对位置误差≤0.005mm。
定位机构尤其适用于多型腔模具和带有滑块、斜顶的复杂模具,避免因合模误差导致零件壁厚不均。
四、脱模机构
脱模机构在开模后将零件从型腔或型芯上分离,其设计需根据零件形状、尺寸和材料特性确定,核心组件包括顶针、顶板、斜顶和抽芯机构。
顶针(推杆)
顶针是最常用的脱模部件,为圆柱形(直径 φ2-10mm),安装在顶针板上,开模时通过顶针板推动顶针将零件顶出。顶针需均匀分布在零件受力平衡的位置(如筋条、凸台下方),避免零件变形。例如,手机外壳模具通常设置 20-30 根顶针,间距≤50mm,确保脱模时受力均匀。
顶针与模板的配合间隙需控制在 0.02-0.05mm,既保证滑动顺畅,又防止熔体泄漏。对于深腔零件(如桶状容器),需采用 “顶针 + 顶板” 组合脱模,避免单一顶针导致的局部变形。
顶板(顶管)
顶板是环形或板状的脱模部件,适用于大面积或薄壁零件(如平板、壳体),通过面接触均匀顶推零件。例如,电视机后盖模具采用整体顶板脱模,接触面积达 80% 以上,有效防止零件翘曲。
斜顶与抽芯机构
对于带有倒扣(如卡扣、凹槽)的零件,无法直接脱模,需采用斜顶或抽芯机构:
- 斜顶:由顶针板带动,在顶出的同时沿斜向运动,脱离零件倒扣,适合小型倒扣(深度<5mm)。
- 抽芯机构:通过液压缸或齿轮齿条驱动,在开模前将型芯从倒扣处抽出,适合大型或复杂倒扣(如汽车门板的窗框倒扣)。
抽芯机构的运动精度需严格控制,抽拔距离需大于倒扣深度 1-2mm,避免零件被划伤。
五、冷却系统
冷却系统通过循环水带走模具热量,使熔融塑料快速固化,其设计直接影响成型周期与零件翘曲变形。冷却系统由冷却水道、密封圈和接头组成。
冷却水道
冷却水道是模具内部的通孔(直径 φ6-12mm),贴近型腔表面(距离 8-15mm),确保热量快速传导。水道布局需与型腔形状匹配:
- 直通式水道:适合简单平板零件,水流从一端进、另一端出,结构简单。
- 环形水道:围绕圆形型腔(如瓶盖、齿轮)布置,确保均匀冷却。
- 随形水道:采用 3D 打印技术制造,完全贴合复杂型腔曲面(如汽车保险杠的凹凸表面),温差可控制在 ±3℃以内,远优于传统水道的 ±10℃。
水道需避免与顶针、导柱等部件干涉,转弯处采用圆弧过渡(半径≥5mm),减少水流阻力。
温控参数
冷却水温需根据塑料类型设定:
- 结晶性塑料(如 PP、PA)需较高模温(40-80℃),采用温水冷却,促进结晶稳定。
- 非结晶性塑料(如 ABS、PC)模温较低(20-60℃),采用冷水快速冷却,缩短周期。
冷却时间占成型周期的 60%-80%,优化冷却系统可使周期缩短 20%-30%,显著提升生产效率。
六、排气系统
型腔在填充前存在空气,熔体注入时还会产生挥发物(如水分、降解气体),若无法排出,会导致零件出现缺料、气泡、焦痕等缺陷。排气系统通常由排气槽、排气孔和溢流槽组成。
排气槽
排气槽开设在熔体最后填充的位置(如型腔角落、熔接痕处),深度 0.01-0.03mm(非结晶性塑料取小值,结晶性取大值),宽度 5-10mm,长度延伸至模具外部,确保气体顺利排出。例如,手机按键模具的排气槽设在按键边缘,深度 0.015mm,避免出现毛边的同时高效排气。
溢流槽
溢流槽是型腔边缘的辅助凹槽,用于收集冷料和气体,通常与排气槽相连,容积为型腔的 5%-10%。对于高粘度塑料(如 PC),溢流槽可有效减少熔接痕,提升零件强度。
结语
注塑模具的各组成部分相互协同,共同实现 “精准成型、高效生产” 的目标:成型部件决定零件形态,浇注系统控制熔体流动,导向机构保证合模精度,脱模机构实现顺利取件,冷却系统影响生产效率,排气系统保障零件质量。理解这些组成部分的功能与原理,是优化模具设计、解决成型缺陷的基础。随着 3D 打印、智能传感等技术的融入,注塑模具正朝着更精密、更高效、更智能的方向发展,为塑料制造业的升级提供核心支撑。
